發布時間:2023-12-01 17:05:07 人氣:1234

在建筑領域鋼筋接頭部位一直是受力薄弱處,其質量好壞對非預應力工程實體抵抗拉應力影響較大。自機械連接在我國發展以來,經過多年探索發展,鋼筋鐓粗套筒連接技術逐步成熟,近幾年逐步引入高速公路建設。
1.鋼筋鐓粗套筒連接原理及特點
1.1連接原理
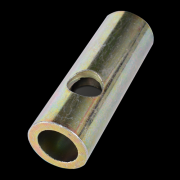
鋼筋鐓粗套筒連接是利用鐓粗機冷壓技術使鋼筋欲連接部分直徑變大,因鋼筋受力大小(拉應力)與直徑成正相關性,所以直徑變大就增強了鋼筋的力學性能。套筒連接在鐓粗段上車好絲的鋼筋頭是通過機械咬合力達到連接鋼筋目的。

1.2 鐓粗直螺紋連接技術特點
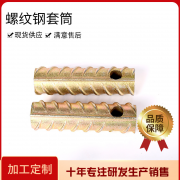
(1)強度高。 鐓粗段鋼筋切削螺紋后所得截面積大于鋼筋原截面積 , 即螺紋不削弱截面, 從而確保接頭強度大于鋼筋母材強度。
(2)連接速度快。 直螺紋套筒短, 螺紋絲扣數少, 連接時將套筒套在鋼筋上用普通扳手擰緊即可, 大大降低勞動強度, 節約時間。
(3)應用范圍廣。 可用于彎曲鋼筋, 鋼筋籠等不能轉動鋼筋的場合, 在狹小的場地施工或鋼筋排列較密集處也能靈活操作。
(4)適應性強。 施工連接時不用氣, 無名火作業, 無漏油、空氣污染, 現場施工時, 雨、雪、低溫狀態等均可施工, 并適用于水下、易燃、超高等特殊施工環境。
(5)性能穩定。 套筒的生產和鋼筋鐓粗套絲均在加工場進行, 現場僅進行套筒和鋼筋連接, 排除了現場施工條件對接頭性能的影響。
2. 鋼筋鐓粗套筒連接施工鋼筋鐓粗套筒連接工藝流程

鐓粗機
下料→冷墩擴粗→車絲→抽檢→戴塑料套保護→套筒連接擰緊定位→檢查套筒兩端外露絲扣不超過一個完整扣。
3.操作要點
3.1 下料鋼筋下料時鋼筋端部應切平整,施工中用弧形刀切斷、砂輪鋸打磨不平整的鋼筋端部,從而保證鐓出合格接頭。
3.2 冷鐓擴粗參考廠家培訓資料和實驗室所給出的鐓粗壓力和鋼筋縮短量數據,在實際操作中嚴格按照理論數據進行操作,偏差不得大于規范允許值,若發現有異常情況,及時通知項目部設備科對設備進行檢修。鐓粗后鋼筋直徑不得小于規范允許值即原有鋼筋螺紋外徑,鐓粗長度應大于套筒長度的1/2,鐓粗頭表面必須完好不得出現裂紋。

滾絲機
3.3 車絲鋼筋鐓粗經檢查合格后,用車絲機進行車絲,車絲機以車出合格絲扣為準,否則必須更換割刀刀片,禁止無潤滑液進行套絲,油箱過濾器建議每周清洗1次。
3.4 抽檢絲頭經技術員自檢合格后,報請試驗室抽檢,試驗員以1個工作班生產的絲頭為1個驗收批,隨機抽檢10%。**次抽檢合格率小于95% 時,加倍抽檢。若第二次抽檢中合格率仍小于95%,應對全部鋼筋絲頭逐個檢驗,檢查出不合格絲頭,應重新鐓粗和車絲。
3.5 戴塑料套保護對于短時間內不用或轉場的絲頭必須戴塑料套保護。
3.6 套筒連接擰緊定位施工現場使用的套筒通過招標采購的成品,所有出場證件必 須齊全,須配有自檢合格報告和第三方檢驗合格報告。套筒外觀 完好、無裂紋,絲扣清晰,無銹蝕,須經現場技術員、物資員聯合檢查合格簽收后方能入場,經試驗員抽檢合格后方能使用。在進行套筒連接時,須使兩個主筋對正,保持在同一直線上,再同步擰緊套筒,否則應重新調整,保證鋼筋連接質量合格。
4 質量控制措施
#p#分頁標題#e#
(1)鋼筋下料時要求端部平整,不得出現馬蹄形或撓曲。(2)鐓粗和套絲操作工人須培訓合格后方能上崗。(3)加工鋼筋絲頭時,應采用水溶性切削潤滑液,冬季氣溫低于0℃時,應在潤滑液加少量玻璃水防凍,嚴禁在不加潤滑液的情況下套絲,以免損壞刀頭。(4)加工的鋼筋絲頭的直徑和長度應用游標卡尺和銅尺規檢查,不滿足合格率應重新鐓粗和車絲。(5)連接鋼筋接頭時,采用管鉗扳手擰緊,應保持兩個絲頭在套筒中央并相互頂緊,保持套筒居中。套筒兩端外露絲扣不超過一個完整絲扣。
5 安全措施
(1)所有人員必須考核合格后持證上崗。(2)設備出現故障,嚴禁私自修理。須上報項目部設備科,由項目部設備科指派專業人員維修。(3)操作工人進入施工現場應按要求穿戴個人防護用品。(4)套絲機操作人員,嚴禁穿松口衣服,嚴禁戴手套作業。(5)嚴格遵守項目部下發的安全操作規定和安全技術交底。(6)項目部安質部針對巡檢時發現的安全隱患要對操作人員進行安全再教育,提高安全意識,避免出現安全事故。

6 結束語
鐓粗直螺紋鋼筋連接技術作為一種新型的鋼筋連接技術,現已在公路施工中逐步推廣開來。因其工藝簡單,操作簡便,施工成本低,在許多國內大型項目項目取得了較好的使用價值,為項目部創造了良好的經濟效益。綜上所述,鐓粗直螺紋鋼筋連接技術工藝簡單易懂,操作方便易學,工作效率高,鋼筋連接質量易得到保證,在未來橋梁工程建設中有著廣闊的應用前景。


熱線電話
13590495007
上班時間
周一到周六
公司電話
4006-212111