發(fā)布時(shí)間:2023-12-01 17:05:57 人氣:2333
鋼筋直螺紋剝肋滾絲機(jī)
A.簡(jiǎn)介
鋼筋剝肋滾軋直螺紋連接技術(shù),是建筑工程一種新型的鋼筋連接工藝技術(shù)。其原理是將待連接鋼筋端部的縱肋和橫肋用切削方法剝?nèi)ヒ徊糠郑缓鬂L軋出螺紋,最后現(xiàn)場(chǎng)直接用連接套筒連接,從而完成鋼筋連接的工藝過程。
鋼筋直螺紋剝肋滾絲機(jī)是完成鋼筋直螺紋絲頭加工,實(shí)現(xiàn)鋼筋直螺紋連接工藝的關(guān)鍵設(shè)備。
它主要由夾緊機(jī)構(gòu)、剝肋滾絲機(jī)構(gòu)、進(jìn)給機(jī)構(gòu)、冷卻循環(huán)機(jī)構(gòu)、電路控制機(jī)構(gòu)等部分組成。
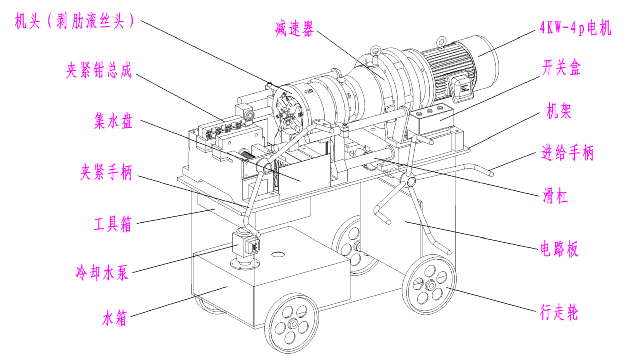
鋼筋直螺紋剝肋滾絲機(jī)示意圖
1.夾緊機(jī)構(gòu)是利用正反螺紋絲桿采用自動(dòng)定心方式帶動(dòng)鉗口滑動(dòng)完成。
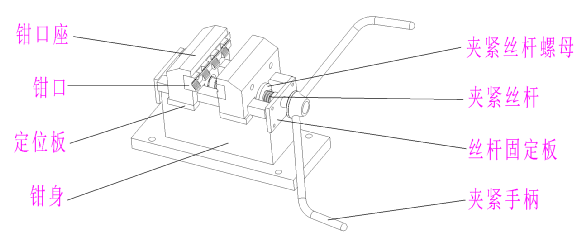
夾緊鉗部分示意圖
2.進(jìn)給機(jī)構(gòu)
進(jìn)給部分示意圖
3.機(jī)頭(剝肋滾絲頭)結(jié)構(gòu)
#p#分頁標(biāo)題#e#
機(jī)頭示意圖
1.剝肋刀 2.剝肋刀體(剝肋爪) 3.剝肋小彈簧 4.剝肋刀盤(十字盤) 5.剝肋盤(調(diào)刀盤) 6.剝肋導(dǎo)套(滑套) 7.剝肋定位盤(緊固盤) 8.剝肋刀盤底(前定位盤) 9.定位螺釘(平頭或內(nèi)陸角) 10.滾刀套 11.墊圈(2組) 12.滾絲輪 13. 偏心軸(滾刀軸) 14.滾刀軸座(后定位盤) 15.小齒輪(3件/套) 16.內(nèi)齒圈 17.調(diào)整齒輪(方頭齒輪) 18.圓螺母 19.軸座 20.油封 21. 油封座
自動(dòng)開合機(jī)構(gòu)示意圖
B.特點(diǎn)
1.本設(shè)備使用方便,采用自動(dòng)開合機(jī)構(gòu),鋼筋一次裝夾30秒即可完成剝肋和滾絲兩個(gè)加工工序。操作簡(jiǎn)單,加工效率高。
2.加工范圍廣,用一個(gè)剝肋盤、三套滾絲輪(隨機(jī)配用75°牙形角滾絲輪)即可完成φ16---φ40mm的Ⅱ,Ⅲ級(jí)鋼筋絲頭加工,**螺紋長(zhǎng)度可達(dá)80mm。
3.采用“模具化”冷軋工藝加工,牙形飽滿、直徑規(guī)范、標(biāo)準(zhǔn),一致性好,無虛假螺紋。
4.滾絲完成后自動(dòng)回車,機(jī)器復(fù)位后自動(dòng)停機(jī)。電器系統(tǒng)設(shè)計(jì)合理,不容易出現(xiàn)故障。
5.與搭接焊比較,由于不破壞鋼筋母材底徑,螺紋采用冷軋工藝,使連接絲頭強(qiáng)度高于母材強(qiáng)度,達(dá)到 TGJ107-2003 的Ⅰ級(jí)接頭性能要求,連接可靠。(做抗拉強(qiáng)度試驗(yàn)時(shí),鋼筋**變形而接頭完好)。
C.使用
1.準(zhǔn)備
1)將機(jī)器安置平穩(wěn),主軸中心處于水平位置。
2)按動(dòng)正轉(zhuǎn)開關(guān),機(jī)頭旋轉(zhuǎn)(從鉗口端看,機(jī)頭逆時(shí)針旋轉(zhuǎn)為正轉(zhuǎn)方向)。
3)減速器加入適量潤滑油(油位在油標(biāo)管的中上位置)。
4)水箱加入水溶性冷卻液(乳化液3L,清水15L左右),將冷卻液倒入集水盤流入水箱。
5)滑杠與鉗口絲桿、進(jìn)給齒輪與齒條、各軸承等滑動(dòng)、轉(zhuǎn)動(dòng)部分處加注潤滑脂。
2.空載試車
1)接通電源,打開設(shè)備電源總開關(guān),檢查冷卻水泵是否正常工作,機(jī)頭是否有充足冷卻液流出。
2)檢查開關(guān)盒內(nèi)的各控制按鈕是否正確靈活的控制主電機(jī)。
3)扳動(dòng)進(jìn)給手柄,檢查進(jìn)給是否靈活,無阻滯現(xiàn)象。
4)檢查各行程開關(guān)、延時(shí)繼電器、自動(dòng)開合機(jī)構(gòu)是否靈活可靠。
5)扳動(dòng)夾緊鉗手柄,檢查滑動(dòng)件是否靈活,能否有效夾緊鋼筋。
注:開關(guān)盒內(nèi)的控制按鈕綠色為正轉(zhuǎn)按鈕,黑色為反轉(zhuǎn)按鈕,紅色為停止按鈕。
3.鋼筋加工前的調(diào)試
(本機(jī)出廠前調(diào)試剝肋和滾絲是以φ25鋼筋為標(biāo)準(zhǔn))
1)
#p#分頁標(biāo)題#e#
剝肋直徑和長(zhǎng)度的調(diào)試
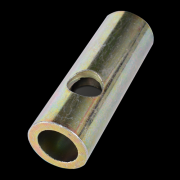
需用如右圖的對(duì)刀棒
對(duì)刀棒有鋼印標(biāo)記,其數(shù)字為
待加工鋼筋規(guī)格,其小直徑端
是調(diào)試滾絲輪開口,大直徑端
調(diào)試撥肋刀開口。
對(duì)刀棒
A.剝肋直徑調(diào)試
剝肋直徑調(diào)試示意圖
a)取與鋼筋規(guī)格適應(yīng)的對(duì)刀棒,并插入機(jī)頭中心。
b)確定剝肋刀已被剝肋盤收緊,處于起始位置(平頭定位螺釘在滑槽的最右端)。
c)擰松剝肋盤上的4個(gè)M8×30內(nèi)六角螺釘(不用取出),用調(diào)刀小棒轉(zhuǎn)動(dòng)剝肋盤,使剝肋刀適度夾緊對(duì)刀棒的大直徑端。
d)對(duì)角擰緊 剝肋盤上的4個(gè)螺釘,取出對(duì)刀棒。
B.剝肋長(zhǎng)度的調(diào)試
a)試剝一根鋼筋,測(cè)量其剝肋長(zhǎng)度。
b)根據(jù)試剝長(zhǎng)度和要求長(zhǎng)度(根據(jù)現(xiàn)場(chǎng)連接套筒的實(shí)際長(zhǎng)度來確定,表1為參考尺寸)的差值調(diào)整剝肋行程擋塊的位置(松開剝肋行程擋塊下面的兩個(gè)內(nèi)六角螺釘即可調(diào)整)。
剝肋要求長(zhǎng)度 = 實(shí)際長(zhǎng)度÷2 +(2~5mm)
表1
單位mm
鋼筋規(guī)格
φ16
φ18
φ20
φ22
φ25
φ28
φ32
φ36
φ40
剝肋長(zhǎng)度(+2)
25
27.5
30
32.5
35
37.5
45
50
#p#分頁標(biāo)題#e#
52.5
注:如剝肋長(zhǎng)度不夠,就會(huì)滾軋沒剝肋的鋼筋部分,容易造成滾絲輪損壞。
c)固定剝肋行程擋塊,要求軸承端面不能與剝肋盤產(chǎn)生碰擦現(xiàn)象。
2)滾絲直徑和長(zhǎng)度的調(diào)試
A.滾絲直徑的調(diào)試
a)確定滾絲輪型號(hào)與待加工鋼筋規(guī)格相適應(yīng),其關(guān)系見表2。
表2
滾絲輪型號(hào)與待加工鋼筋規(guī)格關(guān)系
單位mm
滾絲輪型號(hào)
1#
2#
3#
鋼筋規(guī)格
φ16~φ22
φ25~φ32
φ36~φ40
滾絲輪外徑
φ78.2
φ69.4
φ59
滾絲輪螺距
2.5
3.0
#p#分頁標(biāo)題#e#
3.5
b)如滾絲輪不正確,需按表2調(diào)換滾絲輪,調(diào)換步驟如下,
①依次拆去剝肋刀盤,平頭定位螺絲,剝肋導(dǎo)套,剝肋刀盤底,滾刀套
(擰緊剝肋刀體上的內(nèi)六角螺釘,以便取出剝肋刀盤時(shí)剝肋刀體不滑出)。
②取出滾絲輪與墊圈。
③.重新裝入第1組墊圈,按照機(jī)頭轉(zhuǎn)動(dòng)的方向,墊圈的厚度應(yīng)越來越厚。
正絲螺紋的墊圈的安裝示意圖
④.裝入與鋼筋規(guī)格相適應(yīng)的滾絲輪(見表2),注意滾絲輪的方向應(yīng)一致。
⑤加入第2組墊圈,最厚配最薄(其厚度與同一偏心軸的第1組墊圈相加為12mm)
⑥依次裝入滾刀套等①步驟拆去的零件(注意擰松剝肋刀體上的內(nèi)六角螺釘)。
c)擰松軸座上的5只鎖緊螺釘,使內(nèi)齒圈可自由轉(zhuǎn)動(dòng)。
d)將與待加工鋼筋相適應(yīng)的對(duì)刀棒小直徑端插入三個(gè)滾絲輪的中心開口位置,轉(zhuǎn)動(dòng)調(diào)整齒輪,通過內(nèi)齒圈,小齒輪,偏心軸轉(zhuǎn)動(dòng),使三個(gè)滾絲輪適度夾緊對(duì)刀棒,擰緊5只鎖緊螺釘,抽出對(duì)刀棒。
滾絲直徑調(diào)試示意圖
B剝肋與滾絲直徑的開口調(diào)整關(guān)系(見表3)
表3
剝肋與滾絲的開口調(diào)整不當(dāng)產(chǎn)生的現(xiàn)象
剝肋直徑
開口調(diào)整
滾絲直徑
開口調(diào)整
產(chǎn)生的現(xiàn)象
過大
過大
牙形飽滿,但無法旋入連接套筒
過大
合適或過小
無法滾絲或亂牙,掉牙
合適
過大
牙形不飽滿(螺紋過淺)
合適
合適
牙形飽滿,與連接套筒正確配合
合適
過小
無法滾絲或亂牙,掉牙
過小
過大
牙形不飽滿,無法旋入連接套筒
過小
合適
牙形不飽滿,能旋入連接套筒
過小
過小
#p#分頁標(biāo)題#e#
牙形飽滿,能旋入連接套筒,但與絲頭配合過松
C.滾絲長(zhǎng)度的調(diào)試
滾絲長(zhǎng)度調(diào)試示意圖
a)試滾軋一根鋼筋,測(cè)量其螺紋長(zhǎng)度。
b)根據(jù)螺紋有效長(zhǎng)度和要求長(zhǎng)度的差值,調(diào)整反轉(zhuǎn)行程開關(guān)觸板位置,即可調(diào)試正確(見表4)。
表4
單位mm
鋼筋規(guī)格
φ16
φ18
φ20
φ22
φ25
φ28
φ32
φ36
φ40
螺紋有效長(zhǎng)度(+2)
20
22.5
25
27.5
30
32.5
37.5
45
#p#分頁標(biāo)題#e#
50
D.絲頭的檢驗(yàn)
a)用尺子檢驗(yàn)鋼筋絲頭的剝肋和滾絲長(zhǎng)度是否合格。
b)用手把連接套筒旋入已加工的鋼筋絲頭,直到確認(rèn)旋不進(jìn)為止(注意有無毛刺)。當(dāng)看見連接套筒露出2~3扣螺紋(使用工具可再旋入),此時(shí)螺紋直徑就應(yīng)合格。
4.負(fù)載試車與調(diào)試
1)確定各零部件齊全,各連接件無松動(dòng)現(xiàn)象。
2)順時(shí)針扳動(dòng)進(jìn)給手柄,確定機(jī)頭在起始位置。
3)將待加工的鋼筋裝夾于夾緊鉗上(兩條縱肋要進(jìn)入鉗口的直槽中)使鋼筋端面與剝肋到外端面平齊(工地常用一塊3—5mm厚的鋼板靠在剝肋刀前端面,鋼筋抵住鋼板,鉗口夾緊鋼筋后取出鋼板),扳動(dòng)夾緊手柄夾緊鋼筋。
4)按動(dòng)正轉(zhuǎn)按鈕,機(jī)頭正轉(zhuǎn)。
5)逆時(shí)針勻速扳動(dòng)進(jìn)給手柄(切勿猛進(jìn)),剝肋過程開始。當(dāng)剝肋長(zhǎng)度達(dá)到要求時(shí),剝肋行程擋塊的軸承推動(dòng)剝肋盤,使剝肋刀自動(dòng)漲開,剝肋完成。
6)繼續(xù)扳動(dòng)進(jìn)給手柄,滾絲輪到達(dá)鋼筋并開始接觸時(shí),用力扳動(dòng)進(jìn)給手柄使?jié)L絲輪滾軋上鋼筋,機(jī)頭旋轉(zhuǎn)2~3圈以后,松開進(jìn)給手柄,機(jī)器自動(dòng)滾軋進(jìn)給,到達(dá)需要距離時(shí),反轉(zhuǎn)觸板使反轉(zhuǎn)行程開關(guān)動(dòng)作,,此時(shí)電機(jī)自動(dòng)停止并延時(shí)反轉(zhuǎn),開始自動(dòng)退刀。
7)自動(dòng)退刀結(jié)束后(進(jìn)給手柄沒有動(dòng)作),順時(shí)針轉(zhuǎn)動(dòng)進(jìn)給手柄,將機(jī)頭退回到起始位置,此時(shí)剝肋刀應(yīng)自動(dòng)收縮復(fù)位,停止行程開關(guān)動(dòng)作,電機(jī)自動(dòng)停止。
8)松開夾緊手柄,卸下鋼筋后加工完成。
9)如要加工反絲(左旋螺紋),在設(shè)備為正絲的情況下,需作如下處理:
a)將電器的轉(zhuǎn)換組合開關(guān)扳到反絲位置。
b)滾絲輪墊圈位置要重新調(diào)整,即任意兩套墊圈互相調(diào)換(此時(shí)第1組墊圈按正轉(zhuǎn)方向其厚度應(yīng)越來越薄)。見下圖
反絲螺紋的墊圈的安裝示意圖
c)剝肋完成后,按下反轉(zhuǎn)按鈕,機(jī)頭繼續(xù)前進(jìn)就可進(jìn)行反絲滾軋作業(yè)。
5.刀具使用
1)
#p#分頁標(biāo)題#e#
#p#分頁標(biāo)題#e#
剝肋刀
剝肋刀磨損后應(yīng)刃磨。磨削時(shí)只刃磨前刀面(磨去0.2~1mm)即可,不需刃磨后刀面(見右圖)。
2)如發(fā)現(xiàn)剝肋刀刃崩裂或前刀面磨去5mm以上,就要更換刀片,4只剝肋刀需同時(shí)更換。
3)如滾絲輪牙形損壞,不能滾出合格牙形(滾出的牙形達(dá)不到要求),就應(yīng)更換新滾絲輪。
D.注意事項(xiàng)
1.無冷卻液嚴(yán)禁工作。
2.冷卻液必須是水溶性的,不可用油性溶液或油代替(油與混凝土沒有親和性)。
3.待加工的鋼筋端面必須平整,采用無鋸齒下料,端部500mm長(zhǎng)度范圍內(nèi)不允許彎曲,絕不能用氣割的和切斷機(jī)下料的的端頭直接加工。
4.經(jīng)常注意減速器的油位,應(yīng)使油位保持在規(guī)定位置。
5.正常加工情況下(每天8小時(shí)),水箱應(yīng)半個(gè)月清理一次,并更換冷卻液。
6.鋼筋剝肋切削時(shí)應(yīng)均勻進(jìn)給,切勿猛進(jìn),更不可用腳蹬踏進(jìn)給手柄,以防剝肋刀崩裂和剝肋行程擋塊的軸承損壞。
7.定期清理集水盤鐵屑,以保證冷卻液順利回流。
8.滑杠及其他滑動(dòng)件應(yīng)定期清理,及時(shí)加油。
9.本機(jī)應(yīng)定期保養(yǎng),長(zhǎng)期不使用時(shí),偏心軸、滾絲輪、剝肋刀總成等部件應(yīng)涂油保存,防止日曬雨淋,產(chǎn)生銹蝕。
10.機(jī)殼必須可靠接地,確保人身安全。
11.加工前機(jī)床應(yīng)安放平穩(wěn),鋼筋的擺放位置應(yīng)與機(jī)頭中心重合,無偏重翹頭現(xiàn)象。
12.加工時(shí)如遇拐筋,應(yīng)先加工螺紋,再折彎。
13.不合格螺紋應(yīng)切除后重新滾絲。
14.調(diào)試或更換滾絲輪應(yīng)先關(guān)閉總電源,并且偏心軸加少許機(jī)油。
15.操作過程中如遇異常情況,應(yīng)立即停機(jī)檢查,排除故障后方可繼續(xù)使用。
E.常見故障處理
1.冷卻液流量小
故障原因
處理方法
液位低
檢查冷卻液箱液位,補(bǔ)充
管道阻塞
疏通管道
水泵不轉(zhuǎn)
修理或更換水泵
水泵反轉(zhuǎn)
換相
水泵漏電
檢查水泵及其線路絕緣
油封泄漏
#p#分頁標(biāo)題#e#
更換油封
2.斷路跳閘
故障原因
處理方法
三相進(jìn)線短路
檢查并修復(fù)
電機(jī)已燒壞
更換或維修電機(jī)
正反轉(zhuǎn)間隔時(shí)間短
將時(shí)間繼電器延時(shí)調(diào)大
斷路器燒壞
#p#分頁標(biāo)題#e#
更換或修復(fù)斷路器
3.兩接觸器同時(shí)不工作
故障原因
處理方法
電源缺相
檢查并恢復(fù)
按鈕電源線脫落,折損、接觸不良
更換或維修按扭或線路
電源電壓達(dá)不到規(guī)定值
#p#分頁標(biāo)題#e#
檢查電源電壓
4.單個(gè)接觸器不工作
故障原因
處理方法
接觸器觸點(diǎn)接觸不良、燒損
修復(fù)或更換
行程開關(guān)接觸不良
更換、維修行程開關(guān)
按扭啟動(dòng)線接觸不良
更換維修按扭線路
接觸器短路、斷路燒損
#p#分頁標(biāo)題#e#
更換
5.時(shí)間繼電器不工作
故障原因
處理方法
反轉(zhuǎn)行程開關(guān)常開觸點(diǎn)接觸不良,線路短路,斷路
更換、維修或線路
時(shí)間繼電器與其底座接觸不良
更換繼電器底座
時(shí)間繼電器燒損
更換時(shí)間繼電器
6.進(jìn)給受阻(費(fèi)力)
故障原因
處理方法
齒輪齒條干涉
齒條復(fù)位
滑杠缺油,銹蝕
除銹、加潤滑油
兩滑杠不平行
調(diào)整滑杠支座并緊固
剝肋刀磨損嚴(yán)重或損害
重磨剝肋刀或更換
鋼筋用氣割下料,割頭變硬
采用無齒鋸下料
冷卻液濃度過低機(jī)頭潤滑效果不好
更換冷卻液
7.牙形不飽滿(螺紋過淺)
故障原因
處理方法
剝肋直徑過小
調(diào)整剝肋刀開口
滾絲輪調(diào)整不當(dāng)、開口過大
調(diào)整滾絲輪開口
剝肋盤沒有緊固
緊固剝肋盤
剝肋定位盤破損或螺紋滑扣
更換剝肋定位盤或更換為另一組螺孔
壓內(nèi)齒圈的鎖緊螺釘松動(dòng)
擰緊鎖緊螺釘
8. 剝肋完成規(guī)定長(zhǎng)度后,機(jī)頭自動(dòng)開合結(jié)構(gòu)不動(dòng)作或打開不完全。
故障原因
處理方法
無冷卻液或冷卻液濃度過低
加注或更換冷卻液
行程限位機(jī)構(gòu)不能有效工作
重新調(diào)整隨動(dòng)凸輪
剝肋盤過渡圓弧過小,剝肋刀體滑動(dòng)面不光滑,不能有效滑移開
打磨、修整滑動(dòng)面
剝肋刀復(fù)位彈簧無力或無動(dòng)作
清理彈簧內(nèi)的雜物并加油或更換彈簧
剝肋刀體在剝肋刀盤中滑動(dòng)不靈活
#p#分頁標(biāo)題#e#
清理剝肋刀盤的滑槽、檢查槽形是否損傷
9. 鋼筋剝肋偏心
故障原因
處理方法
鋼筋裝夾歪斜
重新裝夾
鋼筋不直
校直或鋸掉不直部分,保證500mm內(nèi)平直
鋼筋直徑不合格
采用合格鋼筋
剝肋刀崩裂
更換
剝肋刀不同心
調(diào)整,修磨剝肋刀
剝肋刀體損壞
更換刀體
鉗口與機(jī)頭不同心
調(diào)整鉗口中心
10. 剝肋后滾不動(dòng)鋼筋
故障原因
處理方法
剝肋直徑過大,滾絲輪無法進(jìn)入
重新調(diào)試剝肋刀開口
鋼筋氣割下料,割頭淬硬
采用無齒鋸下料
11. 滾出的螺紋爛牙、亂牙、掉牙或不上絲(無法滾絲)
故障原因
處理辦法
無冷卻液或冷卻液濃度不夠
加足乳化液
滾軋開始沒用力
鋼筋進(jìn)入滾軋時(shí)需用力,在機(jī)頭上絲扣旋轉(zhuǎn)2-3周以上才能松開
滾絲輪墊圈安裝錯(cuò)誤
重新安裝
滾絲輪破裂或墊圈磨損嚴(yán)重
更換滾絲輪或墊圈
偏心軸斷裂或磨損
更換偏心軸
內(nèi)齒圈與偏心軸齒輪的配合不正確
重新組裝
剝肋與滾絲開口調(diào)試不當(dāng)(見表3)
#p#分頁標(biāo)題#e#
重新調(diào)試
12. 螺紋長(zhǎng)度不穩(wěn)定
故障原因
處理方法
主軸中心螺釘松動(dòng)
擰緊中心螺釘或采用其他止退方法
夾緊鉗未夾緊鋼筋或縱肋未在鉗口橫槽
擰緊夾緊鉗或調(diào)整鋼筋位置
鋼筋裝夾位置不固定
按同一位置裝夾
反轉(zhuǎn)行程開關(guān)失靈或反轉(zhuǎn)觸板松動(dòng)
調(diào)整、更換行程開關(guān)或緊固反轉(zhuǎn)觸板
13. 拉伸實(shí)驗(yàn)不合格
故障原因
處理方法
采用切斷機(jī)下料(螺紋不完整)
采用無齒鋸下料
連接套筒與鋼筋絲頭配合過松
重新調(diào)試
剝肋過長(zhǎng)
重新調(diào)試剝肋長(zhǎng)度
鋼筋材質(zhì)不合格
采用合格鋼筋
14. 無法調(diào)整滾絲輪(轉(zhuǎn)不動(dòng)調(diào)整齒輪)
故障原因
處理方法
緊固螺釘沒有完全松開
松開緊固螺釘
小齒輪、內(nèi)齒圈銹蝕或者有鐵削等雜質(zhì)
清理內(nèi)齒圈
15.滾絲停止后不能自動(dòng)返回
故障原因
處理方法
停止行程開關(guān)損壞或線路損壞
維修或更換壞件
時(shí)間繼電器損壞
更換壞件
說明:
偏心軸的小齒輪與內(nèi)齒圈
有一定的配合關(guān)系:
3個(gè)小齒輪的鍵槽應(yīng)在同一方位,
與內(nèi)齒圈兩兩相隔23齒對(duì)齊。見上圖


熱線電話
13590495007
上班時(shí)間
周一到周六
公司電話
4006-212111